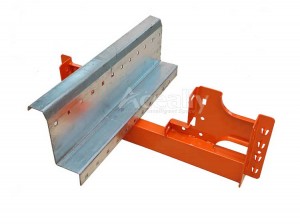
Automated Pallet Shuttle for Radio Shuttle Racks




The Automated Pallet Shuttle for Radio Shuttle Racks is a next-generation storage solution engineered to maximize warehouse throughput, space utilization, and operational safety. Built for modern high-density storage environments, this pallet shuttle delivers unmatched speed, load capacity, and long-term reliability—ensuring stable performance even under demanding 24/7 operations.
Our shuttle system integrates advanced electronics, full low-temperature engineering, and intelligent remote control features. Every unit follows strict standardization processes, guaranteeing consistent quality across all 100+ machines produced.
Industry-Leading Performance & Reliability
We design our shuttle cars to outperform competitors in every operational parameter:
-
Top-tier durability—No quality failures within 3 years under normal operation.
-
Domestic leading speed—
-
0.8 m/s under full load
-
1.0 m/s under no load
-
-
Optional high-performance configurations—Up to 1.5 m/s operating speed.
-
Largest load capacity in the industry—
-
Standard: 1.5T
-
Maximum: 2T
-
With hundreds of program iterations and stability optimizations, the shuttle delivers safety and reliability far beyond common industry levels.
Advanced Engineering Excellence
Our engineering philosophy focuses on stability, precision, and consistent quality:
– Full Standardization
Every screw, every wire, every module follows strict standardized engineering to ensure
uniform quality across all production units.
– Complete Application Compatibility
-
Compatible with all pallet types
-
Supports various pallet sizes
-
Flexible for mixed-pallet warehouses
– Intelligent Design
-
Intuitive operation
-
Complete commissioning/tutorial videos
-
Real-time status via intelligent bidirectional remote controller

Power System Excellence: Premium LiFePO₄ Battery
The shuttle uses Lithium Iron Phosphate (LiFePO₄) batteries—recognized as the safest and longest-lasting industrial battery type.
Battery Advantages
-
Up to 1000 cycles lifespan (approx. 3 years of standard use)
-
48V 30Ah capacity
-
8–10 hours of uninterrupted operation
-
Maintenance-free
-
Built-in regenerative braking extends runtime by ~2 additional hours compared to typical competitors
This industrial-grade battery ensures maximum safety and stability during continuous industrial operations.
True Low-Temperature Performance (–25°C)
Our low-temperature model is engineered as a pure cold-storage shuttle, not a standard machine with add-on heating modules.
Key Advantages
-
All components—including mechanical and electrical parts—are genuinely low-temperature rated
-
Reliable operation at –25°C without internal heaters
-
No need to remove batteries for charging
-
Fully sealed structure for excellent moisture protection
-
Smooth entry/exit from cold storage without condensation issues
-
Same reliability level as normal-temperature models
Competitor Comparison
Most competitors—including imported brands—still rely on:
-
internal heaters,
-
external backup power when the battery is removed,
-
mandatory removal from cold storage for charging,
-
complex workflows and higher failure rates.
Our solution eliminates these issues entirely.
Enhanced Safety Architecture
Safety is at the core of our product development.
-
Hundreds of software iterations to eliminate operational risks
-
Multiple redundant protection systems
-
Intelligent emergency logic
-
Two rescue methods:
-
Mechanical rescue mode
-
Rescue-car retrieval mode
-
Every shuttle is built with safety logic exceeding common industry benchmarks.
Dual Rescue Solutions
To ensure continuous operations and minimize downtime, the shuttle supports:
-
Mechanical Rescue Mode
-
Rescue Vehicle Mode
This dual-system design ensures fast recovery even in unexpected conditions, keeping warehouse operations uninterrupted.
Certifications & Quality Assurance
We provide complete documentation for global compliance and customer assurance:
-
Authoritative quality inspection reports
-
Industrial safety certifications
-
Electrical safety compliance
-
Material and component traceability
This ensures smooth acceptance for engineering contractors, integrators, and end users.
Key Technical Specifications
| Specification | Data |
|---|---|
| Full-load speed | 0.8 m/s |
| No-load speed | 1.0 m/s |
| Maximum high-performance speed | 1.5 m/s |
| Standard load capacity | 1.5T |
| Maximum load capacity | 2T |
| Battery type | LiFePO₄ (LFP) |
| Battery capacity | 48V 30Ah |
| Runtime | 8–10 hours |
| Operating temperature (low-temp model) | –25°C |
Application Scenarios
Ideal for industries requiring high throughput, dense storage, and reliable automation:
-
Cold storage & frozen warehouses
-
Food & beverage distribution
-
Retail supply centers
-
Manufacturing raw material warehouses
-
3PL & logistics centers
-
E-commerce hubs
-
FMCG facilities
The system is built to support both intensive day shifts and continuous 24/7 operation.
Why Choose Our Automated Pallet Shuttle?
-
Industry-leading performance & durability
-
Unmatched cold-storage reliability
-
Superior load and speed metrics
-
Long-lifespan, maintenance-free battery system
-
True standardization for consistent product quality
-
Advanced safety design with redundant protection
-
Certified, verified, and trusted worldwide
Our shuttle system is engineered not just to meet industry standards—but to redefine them.